

Opatření pro zpracování dílů znerezové oceli v práškové metalurgii
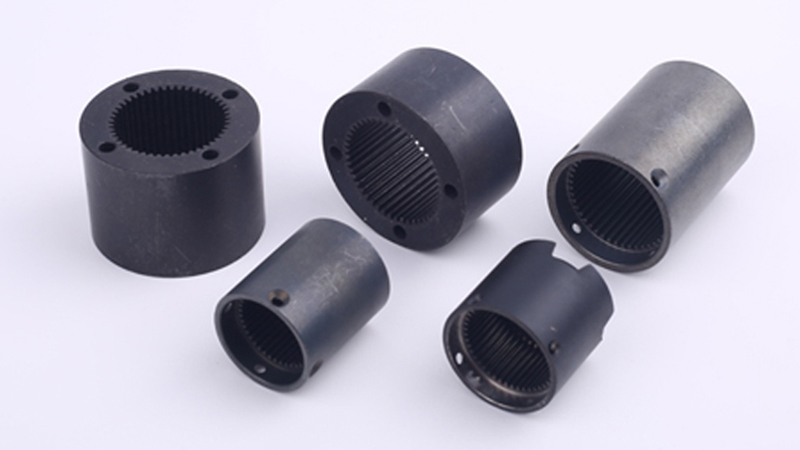
Nerezová prášková metalurgie, jak jižnázevnapovídá, označuje výrobunerezové oceli metodami práškové metalurgie. Ve srovnání snerezovou ocelí vyráběnou tradičními procesy tavení má výhody výroby dílů, které se blíží čistému tvaru, vysokou rozměrovou přesnost, vysokou míru využití materiálu a jednotnou mikrostrukturu. Jaká jsou tedy opatření pro zpracování dílů znerezové oceli pomocí práškové metalurgie?
Opatření pro zpracování dílů znerezové oceli v práškové metalurgii jsounásledující:
Hrubé broušení: Když je broušení lehké a svižné, ozve se slabé cvaknutí. Snárůstem břitu a zvýšením počtu dob broušení pro zpracování jemných dílů sena povrchu brusných částic začnou objevovat malé rovné plochy. V tuto chvíli je řezný výkon slabý a při broušení se ozve skřípavý zvuk. Praxe ukázala, že když brusný kotouč hlásí relativně rovnoměrný hlasitý zvuk, je broušení ostřejší a řezný výkon je dobrý. Když je dynamický a statickýnáboj těžký, znamená to, že se brusný kotouč otupil a je třeba jej včas opravit. Samozřejmě, že kvůli rozdílům v datech a hloubce řezu se liší také dynamické a statické.
Vyrovnávání a zkoumánínástrojů: Kvůlinízkému obsahu uhlíku v materiálech znerezové ocelinejsou při broušení snadno viditelné jiskry, což představuje velké potíže pro vyrovnánínástroje. Pro vyrovnánínástrojů lze použít metodynanášení červeného inkoustu anaslouchání pohybům.
Jemné broušení: Orovnání brusného kotouče by mělo být oněco jemnější. Krátce po začátku jemného broušení brusné částice postupně opotřebují malou rovnou plochu. V tomto okamžiku by mělo být zvoleno menší řezné množství a hlubší podélné řezné množství, což může způsobit konflikty a hnětací efekty mezi povrchem přesného obrábění součásti a malým plochým povrchem povrchu brusného kotouče, což výrazně snižuje drsnost povrchu obrobku. . Pokud je jedenneboněkolik dílů s většími okraji předbroušeno před precizním broušením dávky dílů, ostré abrazivní částice po dokončení vytlačí malý plochý povrch při předbroušení a poté vstoupí do fáze přesného broušení, efekt bude lepší. Kromě toho by při jemném broušení měla být použita drsnost obrobku, jako je jasnebo lesk, aby se zjistilo, zda se brusný kotouč změnil. Tupé,na to je třeba dávat pozor, jinak může snadno způsobit povrchové popáleninyna dílech pro přesné zpracování kovů.
Materiál znerezové oceli se zpracovává pomocí technologie práškové metalurgie, která může doplnitnedostatky tradičních zpracovatelských technik, snížit segregaci slitinových prvků, zlepšit výkon dílů pro výrobu práškové metalurgie, snížit řezání a obrábění, šetřit suroviny a snížit výrobnínáklady.